放電加工
tech
放電加工とは
放電加工 とは 電極 と ワーク との 間 で 繰り返される アーク 放電 によって 、ワーク を 溶解 させながら 加工 を 行う 方法 です。 刃物 では 加工 できない 硬い素材 や 形状 などを 加工 する 際 に 放電加工 を 選択 します。
ここでは、 ワーク を 電極 の 形状 で 彫刻 をするようにして 加工 する 「型彫放電加工」 について 紹介 します。 型彫放電加工 は、 電極 と ワーク の 間 に 電圧 をかけて アーク放電 を 起こし 、 発生 する 熱 によって 材料 を 熔融する ことに よって 加工 する、 というものです。 加工漕 は 油 に 満た されており、ワーク は 常 に 冷却 されているため、 熱変異 もほとんどおこりません。

放電加工の原理
放電加工 は ワーク を 油 の 加工漕 に 浸した 状態 で 電極 に 電流 を 流し 、 電極 と ワーク の 間 に 数十ミクロン(数十μm) の 一定 の 距離 を 保ち ながら、短時間 で 放電爆発 を 繰り返し 、 溶融加工 します。 金属 の 溶解 、 冷却 、 飛散 を 繰り返し 、 ワーク を 加工 します。 加工時 に 発生 する 温度 は 7000度 ほどに達します。
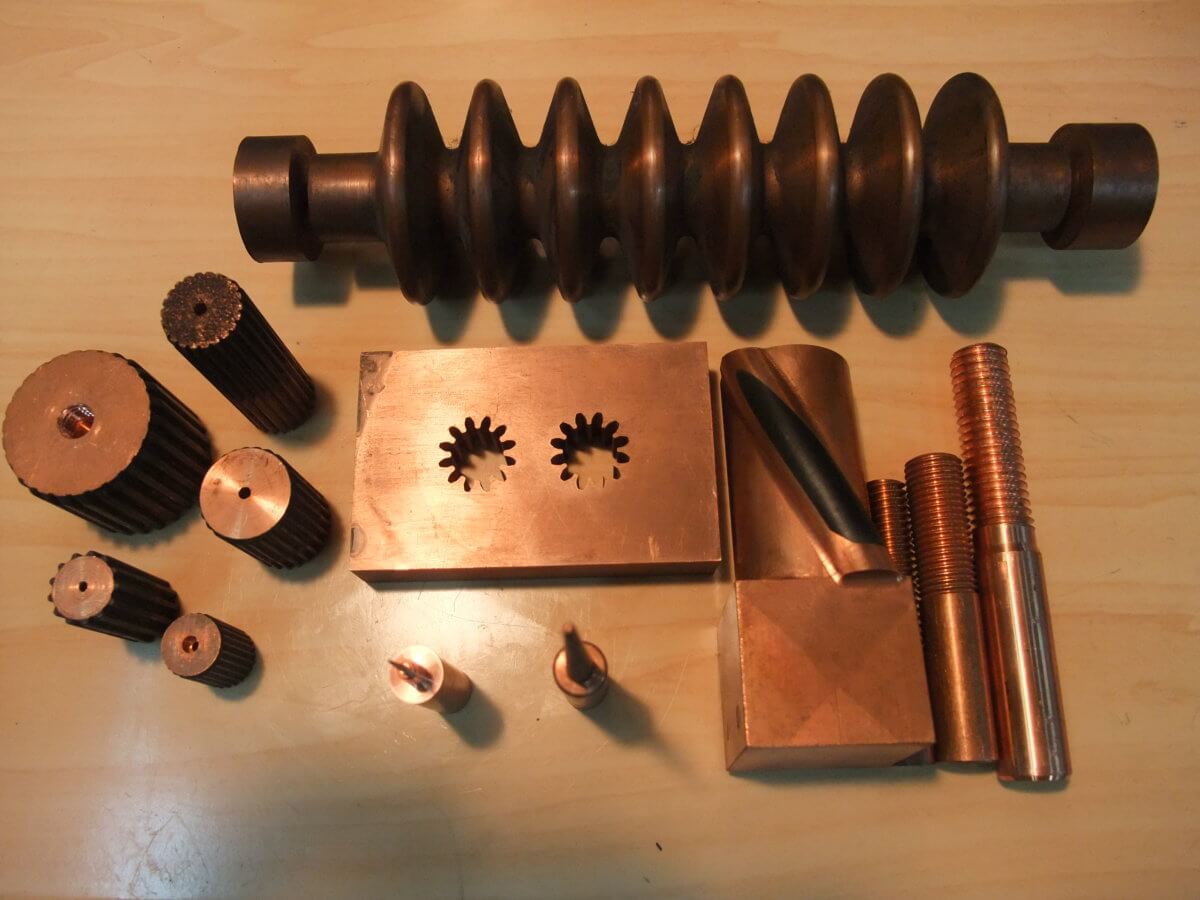
地球上 で 最も 融点 の 高い 鉱物炭化タンタル が 3983度 と 言われている ため、 理論的 には 導通性 があれば どんな 金属 でも 加工可能 です。 電極 は、 銅 や グラファイト を 使用 し、 マシニング加工 や 旋盤加工 で 製作 します。

放電加工のメリット
難削材の加工が可能
インコネル 、ハステロイ などの 耐熱合金 や、 超硬 、 粉末ハイス 、ダイス鋼 などの 高硬度材料 など、 切削性 の 悪い 難加工材 などの 加工 が 容易 にできます。高精度で微細加工が可能
刃物 では 工具径 と 工具長さ の 制約 があり、 刃物 が 細ければ 細いほど、 工具長さ が 短く なります。 弊社 では 工具 では 幅0.05㎜ の溝加工をする時は、0.2㎜程度 の 深さ が 限界 ですが、放電加工ですと 幅0.05㎜ の 溝加工 では 1㎜程度 の 深さ の 加工 ができます。バリがでない
製品 の 中には、 微細な バリさえも NG であるものも 存在 します。 放電加工 なら バリ が 発生 しません。非接触加工 だから ワーク への 負荷 が 低い
試験片など材料特性の分析に必要なワークの場合、切削加工すると残留応力が残るため、的確な材料特性が得られない場合があります。放電加工は被接触加工なので、ワークに対する負荷がなく、油中で加工するため熱変異もほとんどありません。
放電加工 でできる加工
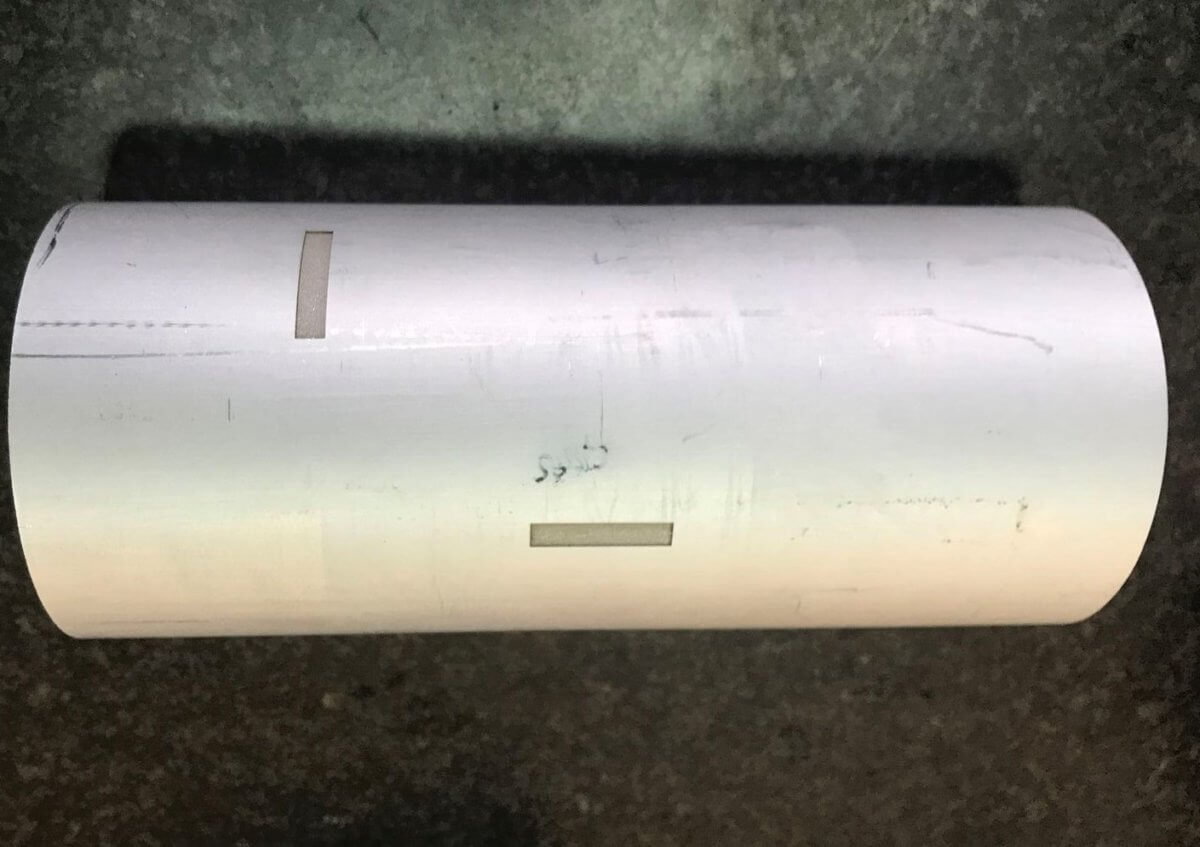
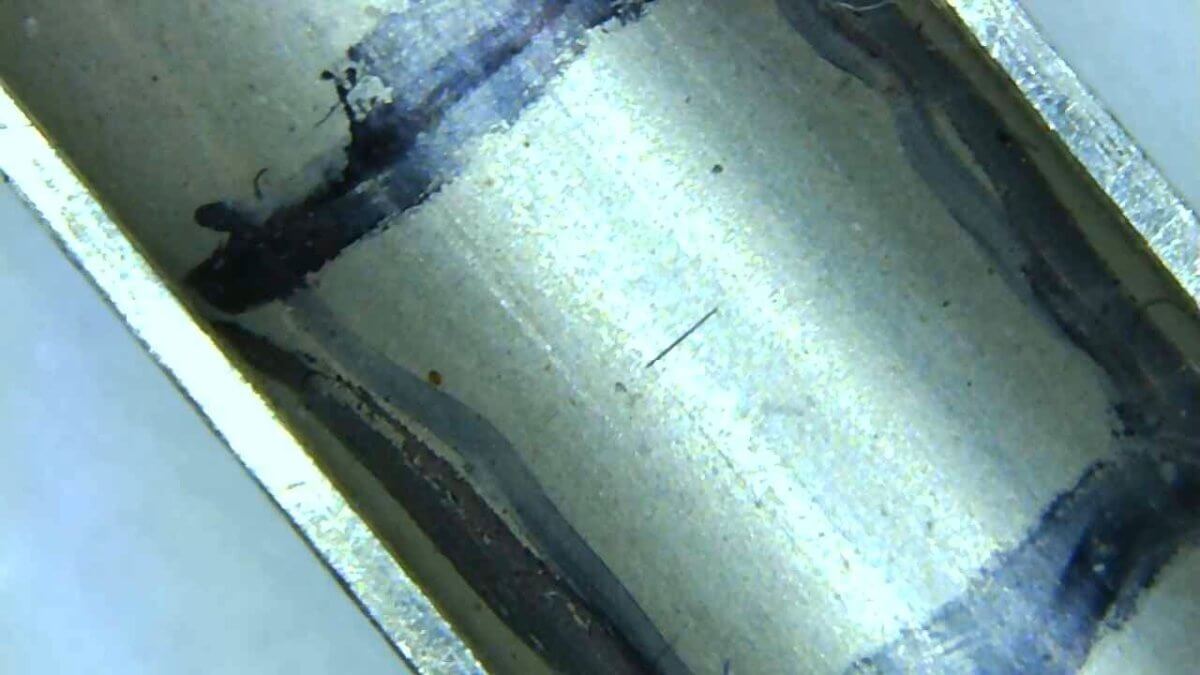
人工欠陥
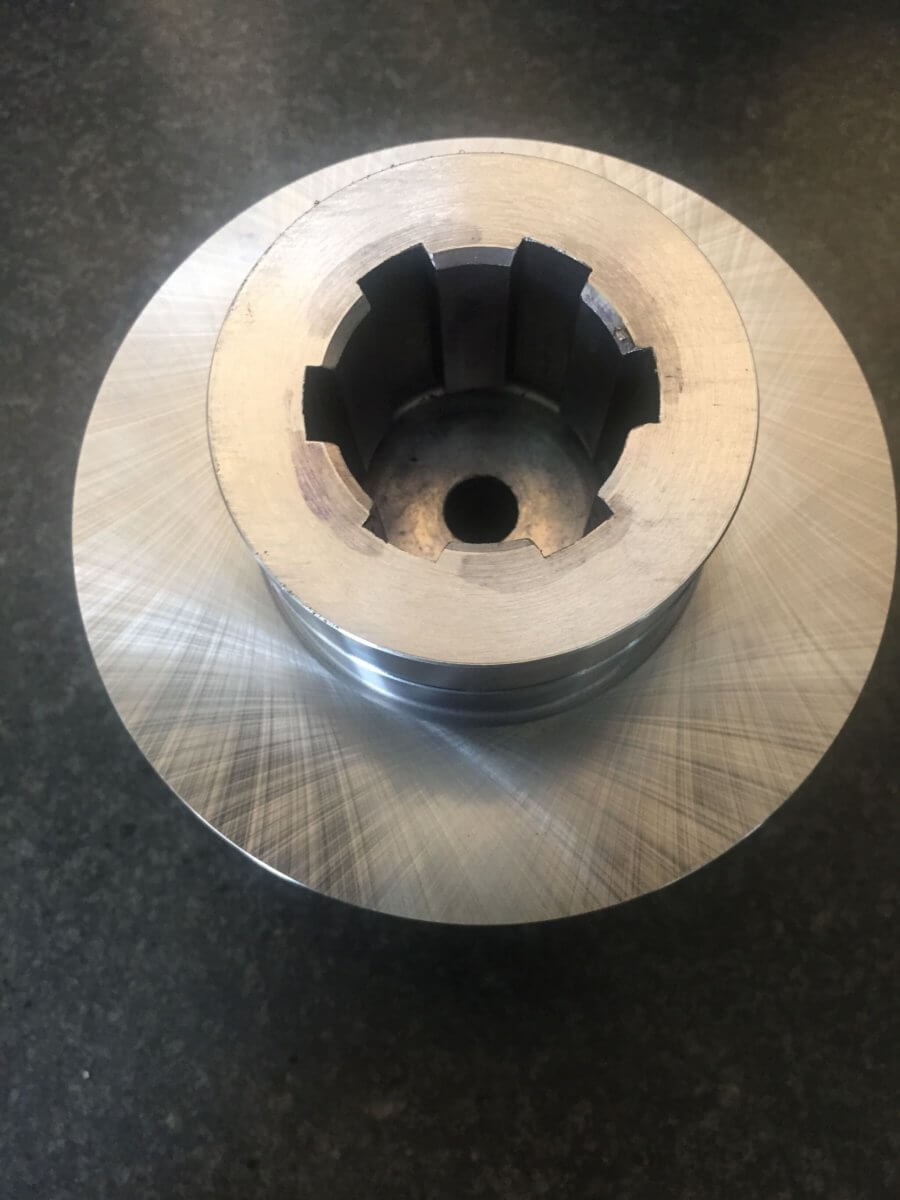
試験片 などに、 疑似的 に 欠陥 をつける 微細欠陥 を 放電加工 で 加工 することができます。六角穴
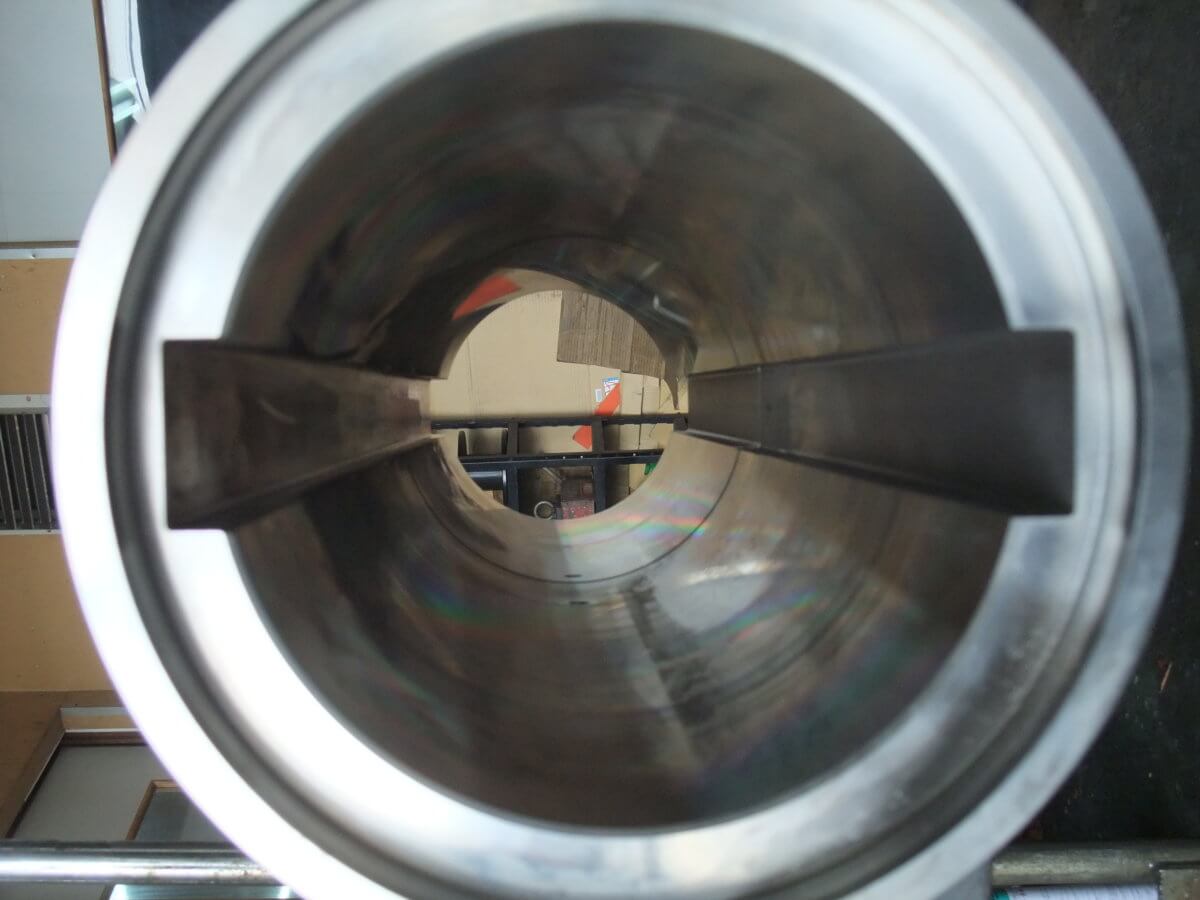
刃物 で 加工 できない 高硬度材料 の 六角穴加工 が可能です。キー溝
リング内径のキー溝加工で、スロッター加工ができないような底付きのキー溝加工やスロッターで加工できないような大物ワークのキー溝加工が可能です。角出し
マシニングなどの回転工具の場合、角Rが必ずつきますが、放電加工なら角Rがほとんどない状態で加工が可能です。ネジ加工
放電加工 ではネジ加工ができます。焼入れしてしまってネジの切り忘れ他場合、旋盤でネジを切ってしまった後もっと深くしたい場合などに、放電加工での対応が可能です。深穴加工
刃物ではビビッてしまい加工ができない深穴の加工が可能です。斜め孔
刃物が逃げてしまうような斜め孔加工でも、放電加工なら非接触加工のため加工可能です。
放電加工の加工事例







金属加工のことでお困りですか?
他社では断られた難しい加工も気軽にご相談ください。

電話・FAXでのご相談 平日9:00〜18:00
TEL072-777-7774
FAX 072-777-7740
FAX 072-777-7740