穴加工
work
微細孔加工、多数孔加工、深穴加工、異形穴加工と様々な用途で使用される穴加工を行っています。繊維ノズル、Tダイ、樹脂押出ノズル、噴射ノズル、ディスペンサーノズル、吸着ノズル、位置決め用の穴、熱電対用やセンサー用穴。
微細孔加工は0.01㎜からの穴加工が可能。JAXAからインコネル64チタンにΦ0.01㎜の穴加工の依頼にも対応したことがあります。難削材等の穴加工、1m以上の大物ワークなどに穴加工がしたいけど、出来るところがみつからない、穴の面粗さが上がらなくて困っている、バリがでないように加工したいなどといったご要望にもお応えします。
Φ0.01㎜ の 細穴 加工、w0.05㎜ の 微細 スリット の 加工 が 可能 です。
穴加工 の 詳細 は ” 穴あけ 早見表 " を ご覧 ください。
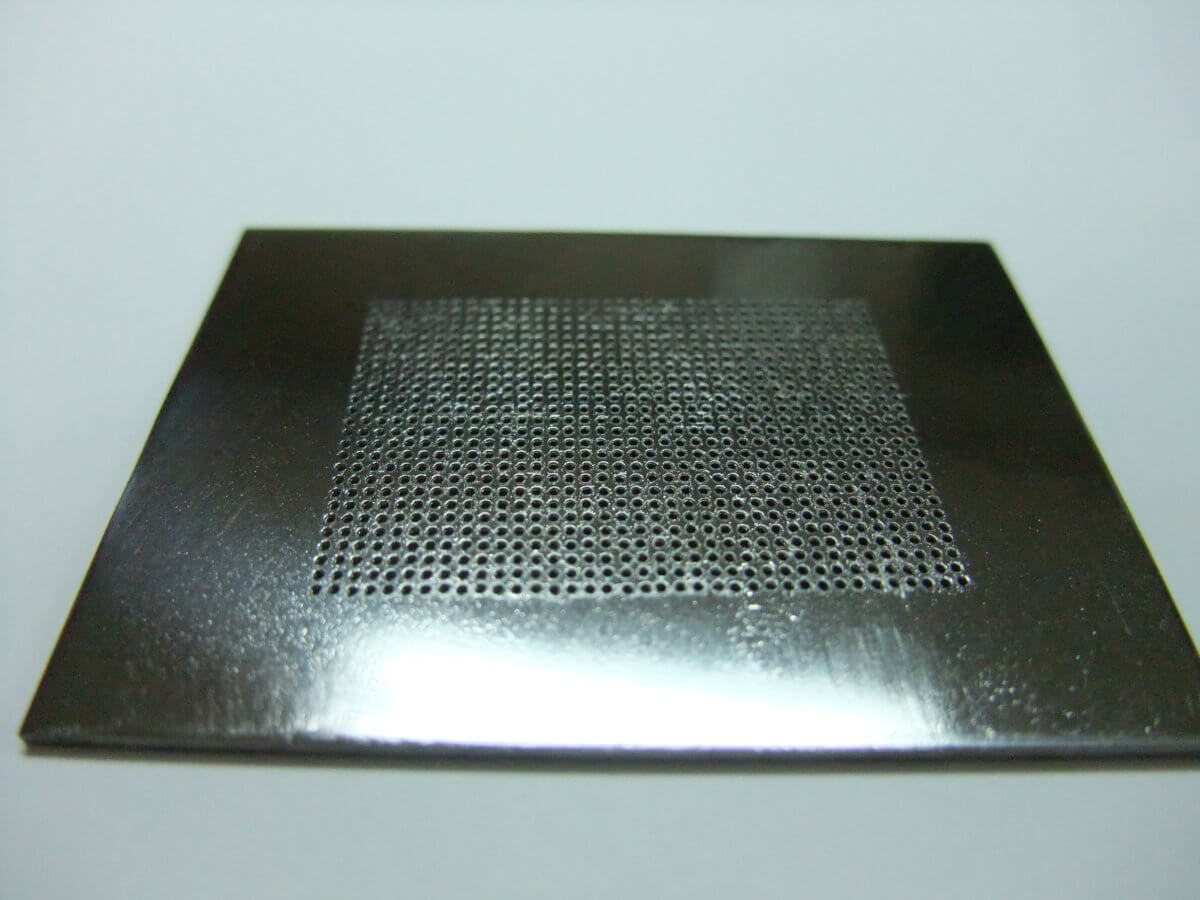
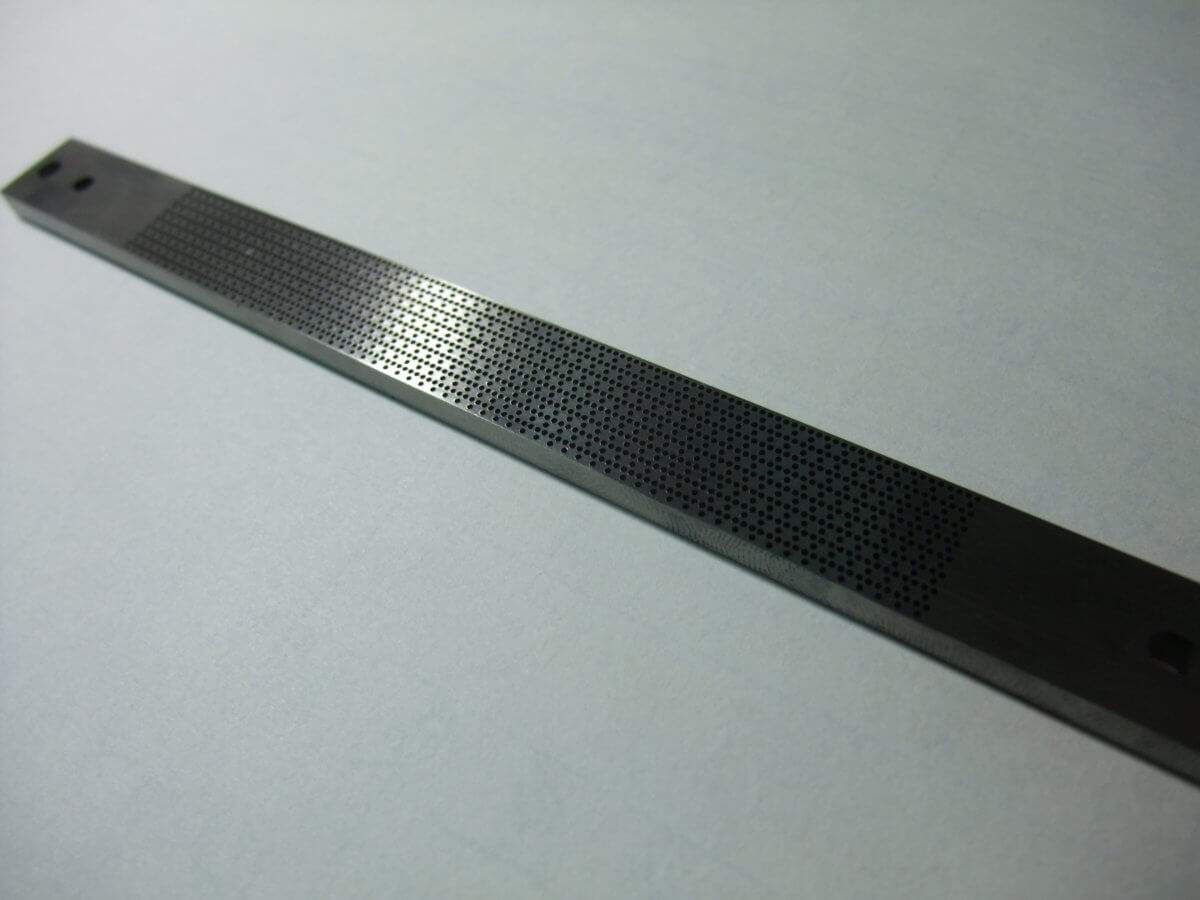
様々 な 用途 で 使用 される 細穴 加工 を 行っています。繊維ノズル 、 メルトブローンノズル 、ブレーカープレート 、 樹脂押出ノズル 、 噴射ノズル 、 ディスペンサーノズル 、 吸着ノズル 、 位置決め用の穴 、 熱電対用 や センサー用穴 、 10000穴以上 の 多数穴 加工 、 細穴 加工 は Φ0.01㎜ から 加工可能 です。


ディスペンサーノズル は、 半導体 製造 に 使用 される 精密塗布 に 欠かせない ノズル です。 Φ0.1㎜ ±0.005 の 超硬 ディスペンサーノズル の 製作 を 行いました。

内部 は 接着剤 の 流動性 が 必要なため 、内面は鏡面加工しますが、 鏡面前 に 断面 を 確認しました。

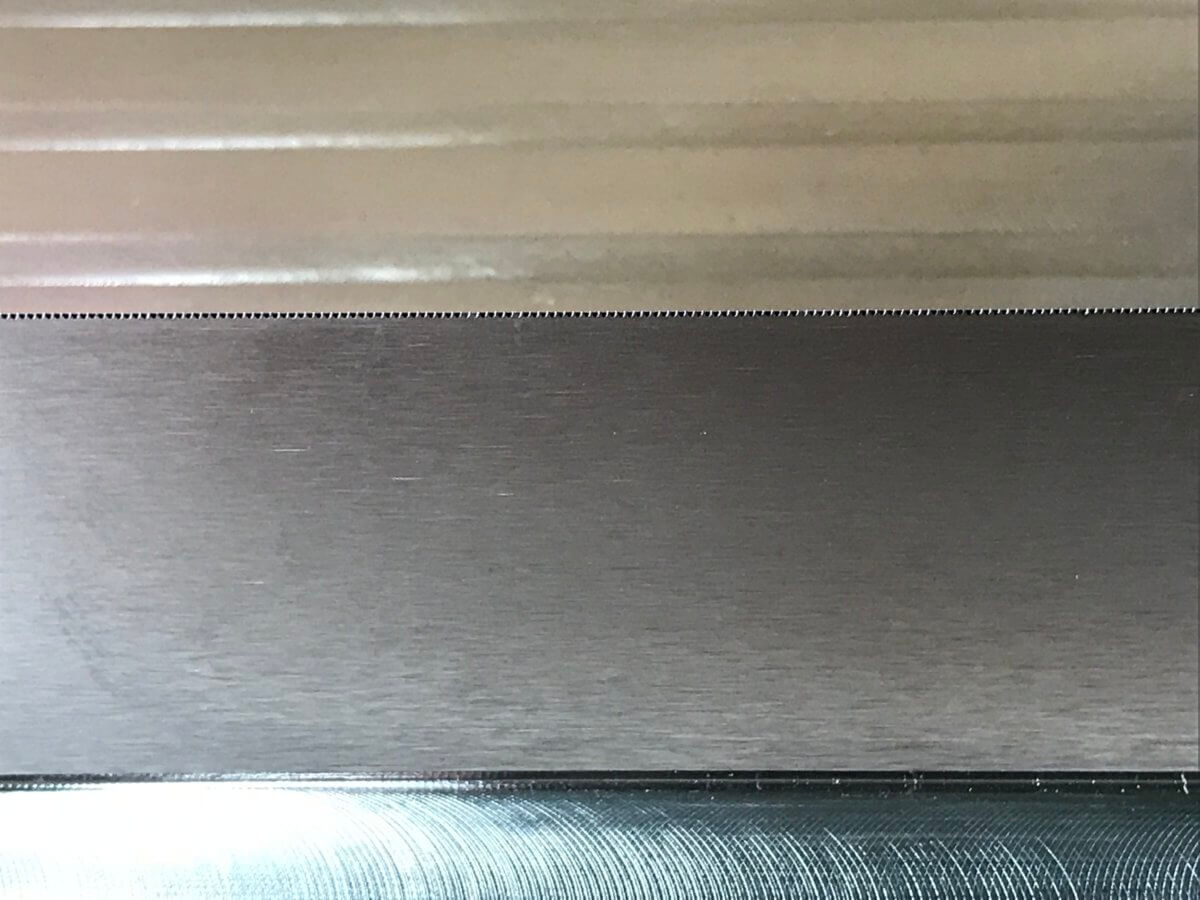
弊社では 0.05㎜から の スリット加工 が 可能 です。
微細 スリット が 必要な ノズル など の 製作を しております。



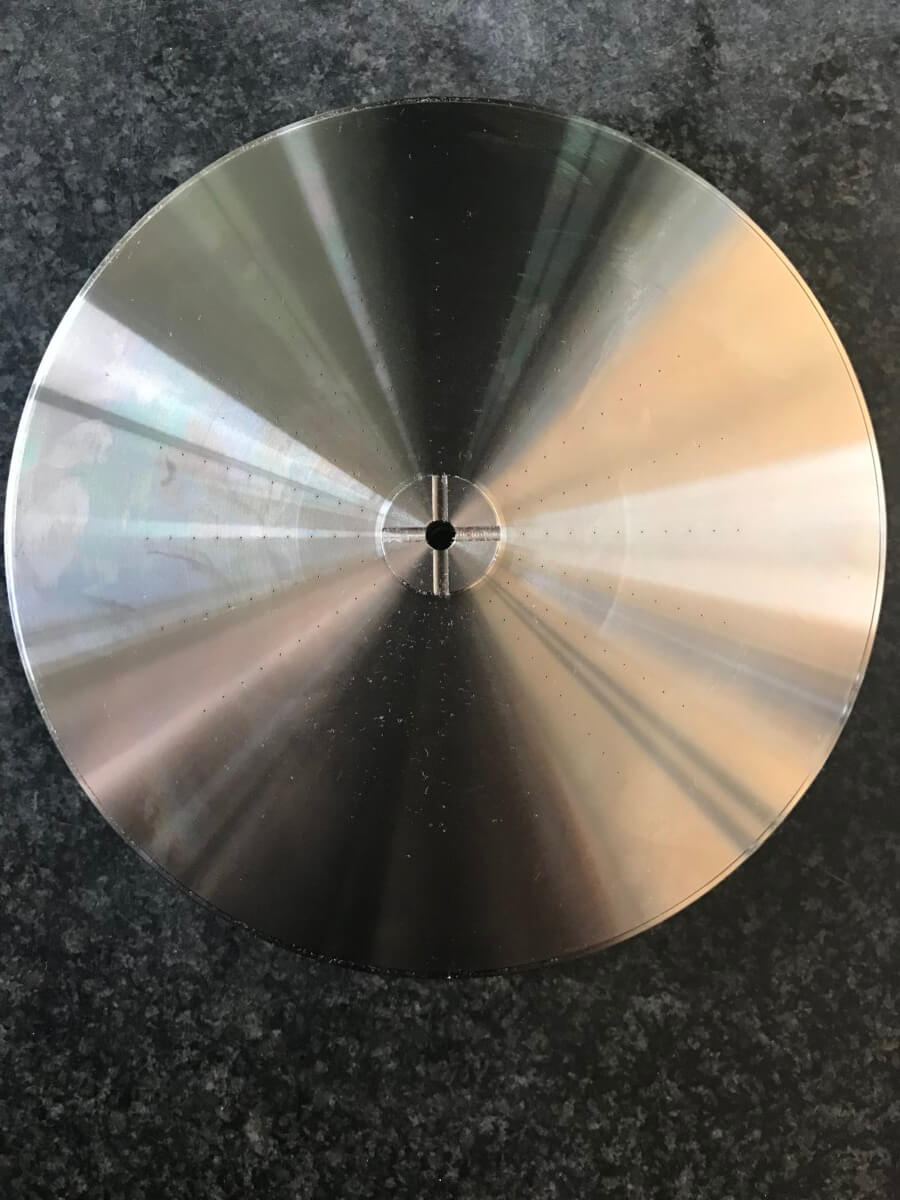



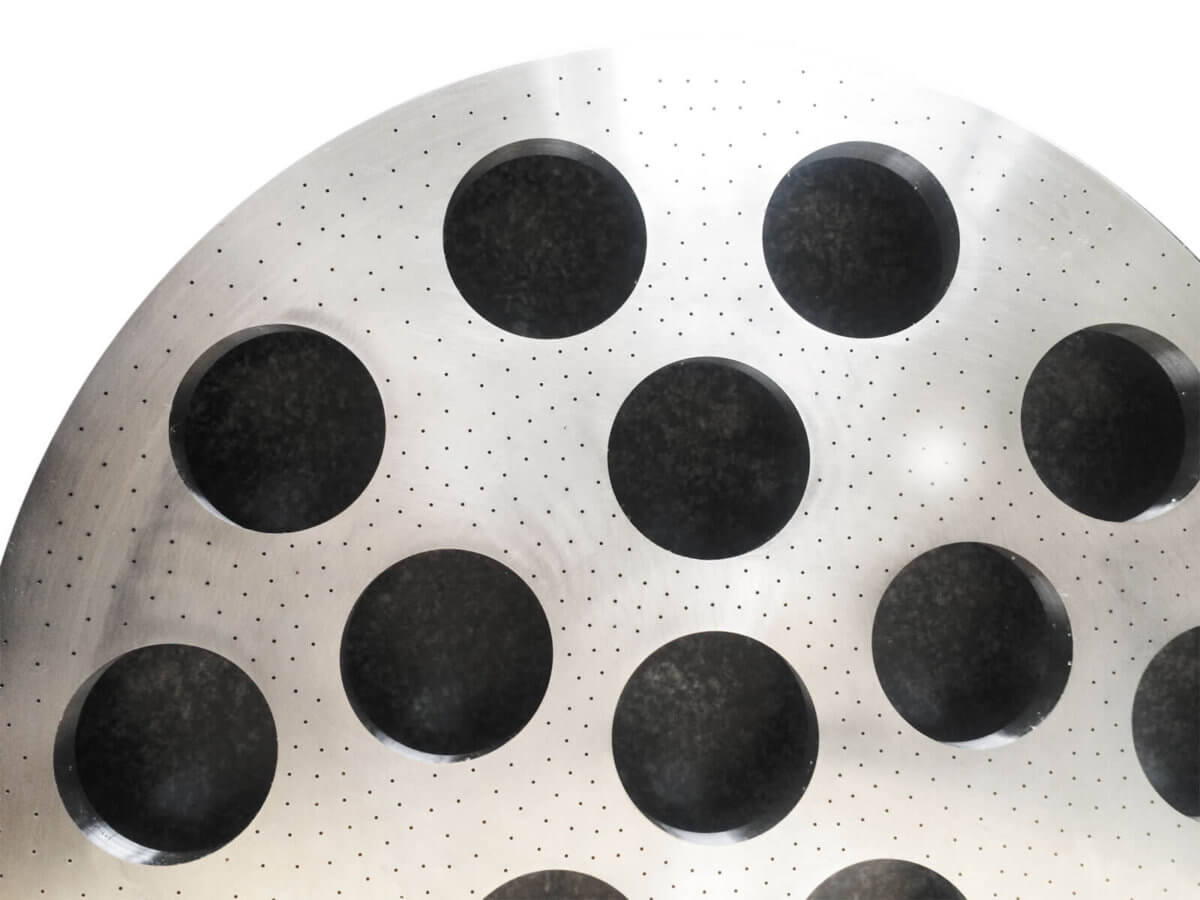
多数穴 加工 は、どれだけ 効率よく 加工 できるかが 重要 で、それによって コスト が 大幅 に 変わります。
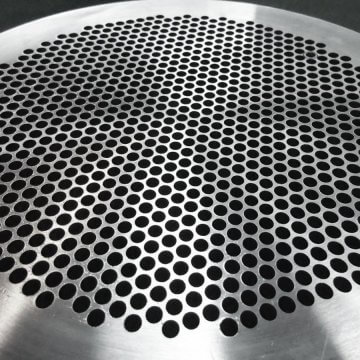
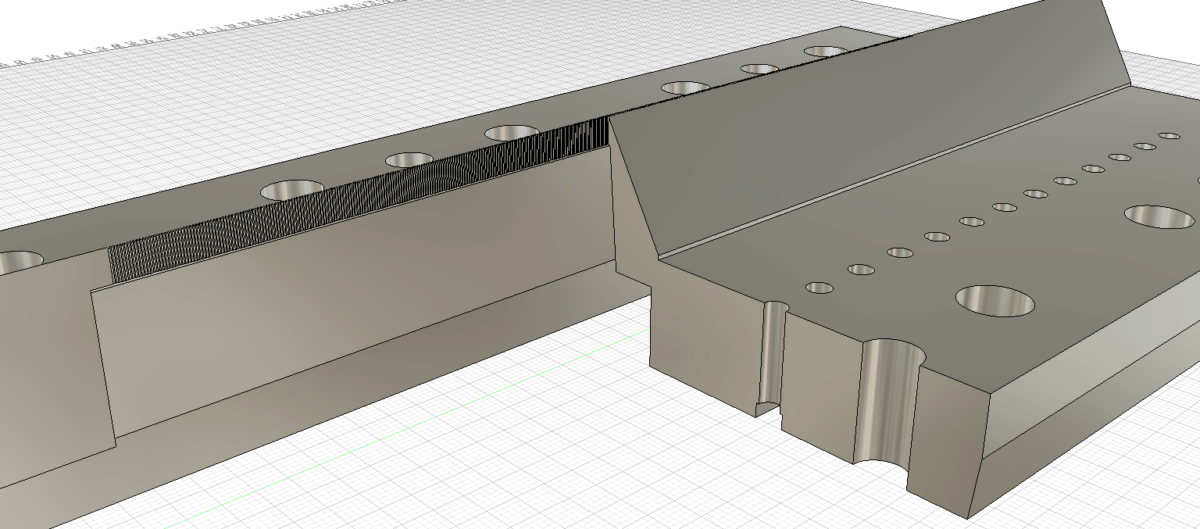
ブレーカープレート は 、 スクリュー の 先端 と 金型 の 間に金網 と共に 入れて 、 材料中 の 異物 を 濾過 する 目的と、 シリンダ内部 の 背圧流 が 増加 し、 それによって 、樹脂 の 混練効果 を 大きくし 、せん断 発熱が 大きくなり 混錬分散 効果を 上げる 目的で 使用されています。
耐食性 に 優れた ハステロイ の ブレーカープレート の 製作 も 行っております。

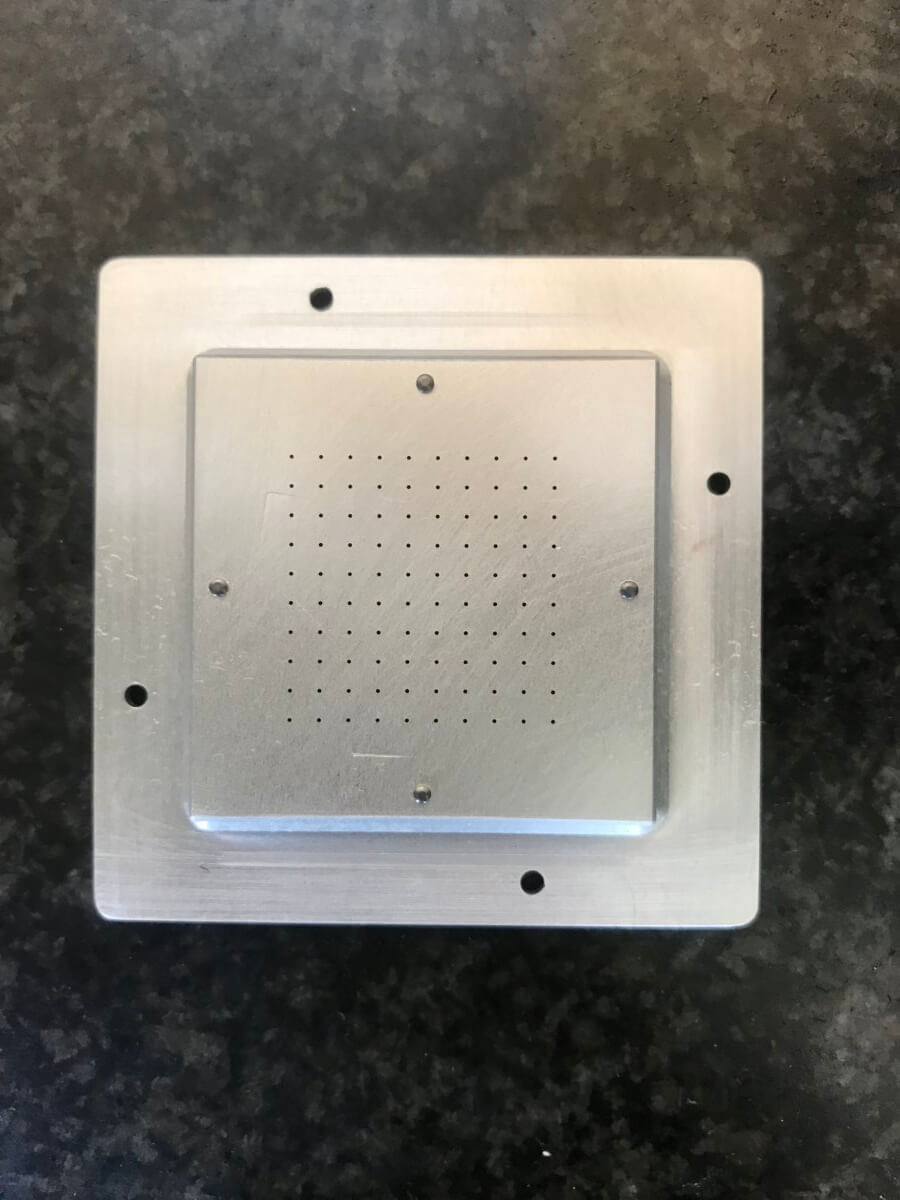
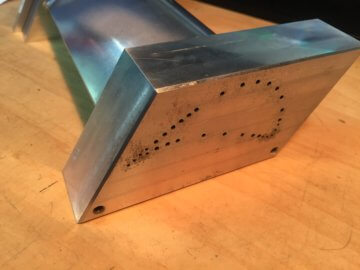
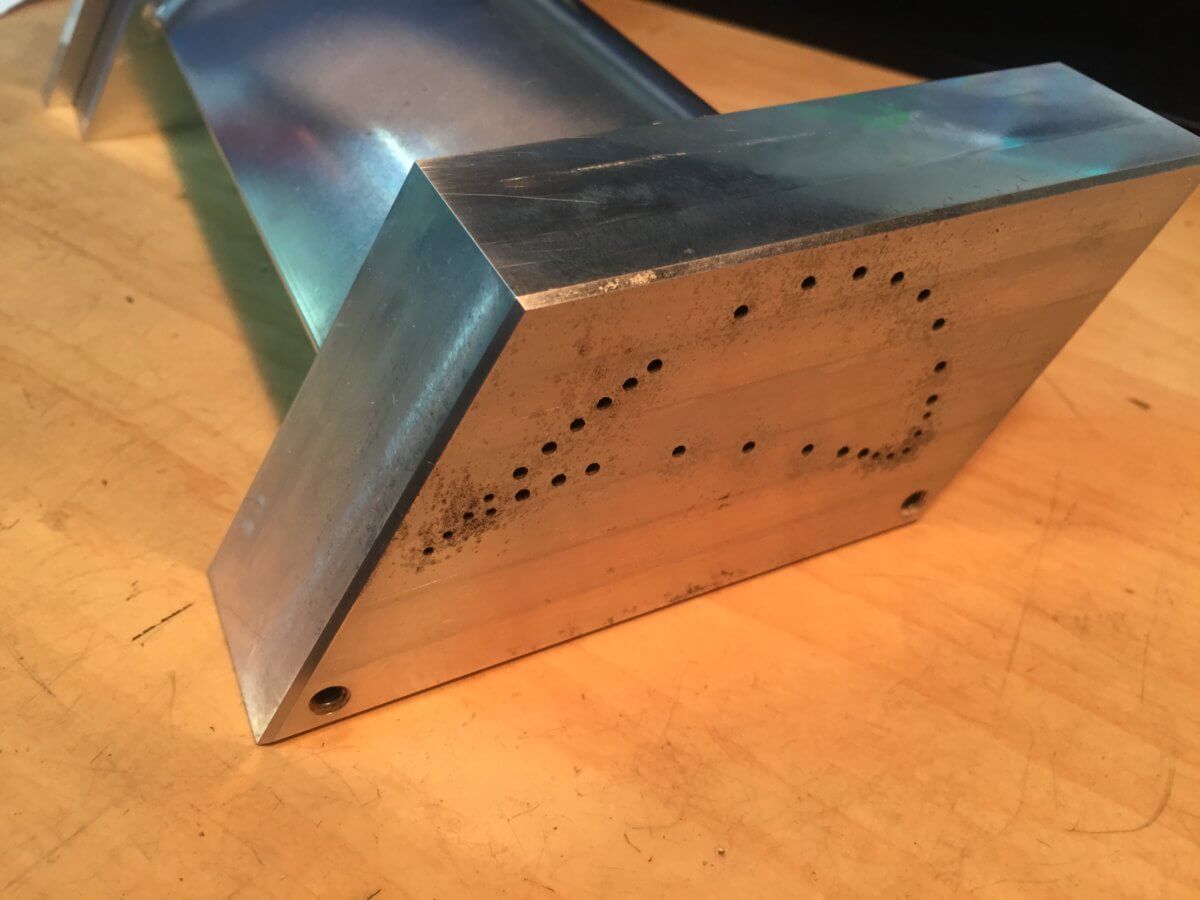
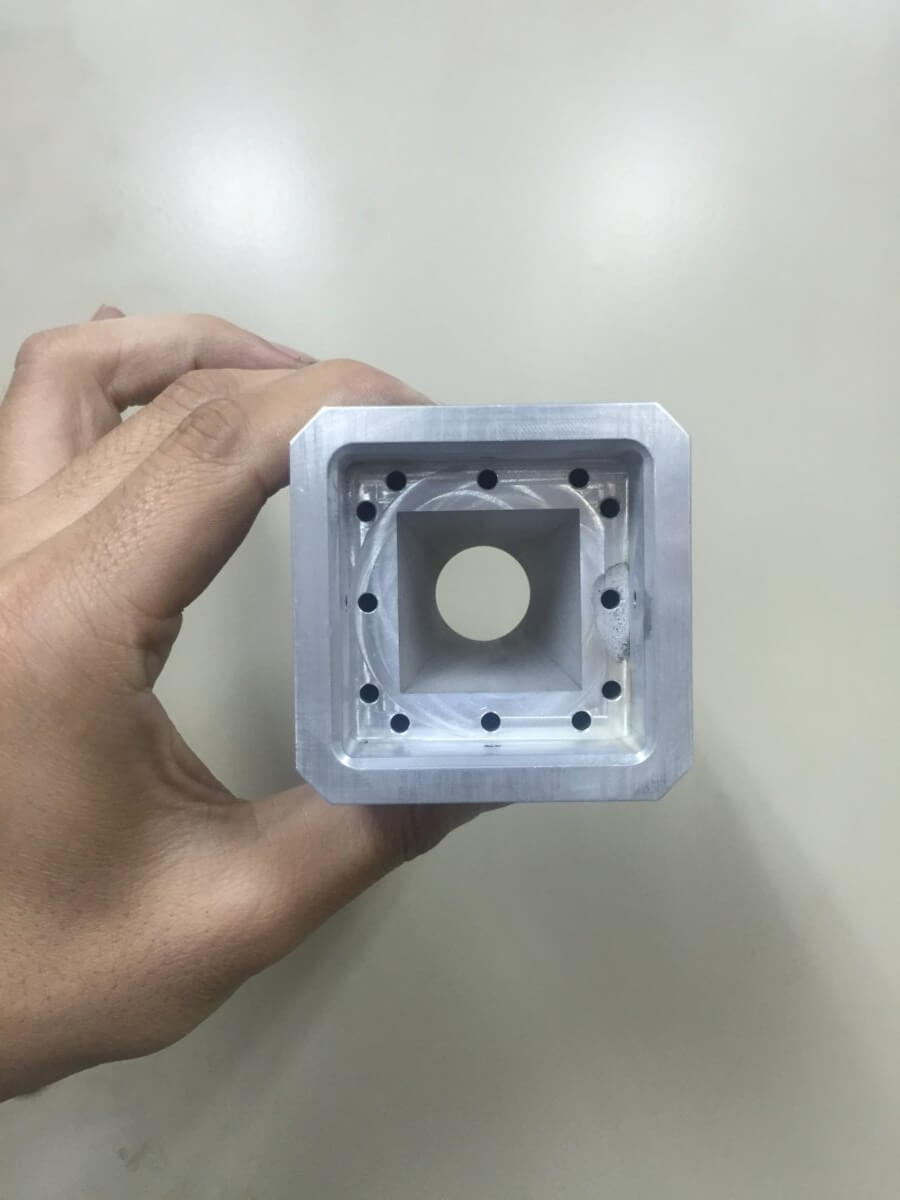
吸着プレートは、空気 を 吸い込んで、ワーク を 固定するために 使用される プレート です。Φ1㎜ 以下 の 細穴 加工 が 多数穴 必要になります。


細くて 長い 深穴 加工 は、細穴 放電加工 、ガンドリル 、 電解加工 など の 方法を 選択します。 熱電対 や 、 冷却用の 穴などの 加工を 行って おります。
高温 にさらられる ガスタービン は 冷却用 の深穴 が 開いています。
長孔や、スリット穴、上位異形状の穴、テーパー穴など、様々な穴の形状を加工することが可能です。



| 機械加工 | |
|---|---|
| 速くて、安くて、綺麗。硬い材質は加工が難しい。 | |
| 穴径(mm) | 最大穴深さ(mm) |
| 0.01 | 0.07 |
| 0.02 | 0.15 |
| 0.03 | 0.5 |
| 0.04 | 0.7 |
| 0.05 | 1.0 |
| 0.06 | 1.1 |
| 0.07 | 1.3 |
| 0.08 | 1.5 |
| 0.09 | 1.7 |
| 0.1 | 2.4 |
| 0.15 | 3.9 |
| 0.2〜0.24 | 5.9 |
| 0.25〜0.29 | 6.9 |
| 0.3〜0.34 | 8.9 |
| 0.35〜0.39 | 9.9 |
| 0.4〜0.6 | 11.9 |
| 0.6〜0.99 | 14.9 |
| 1〜1.29 | 19.9 |
| 1.3〜1.59 | 24.9 |
| 1.6〜2.69 | 31.9 |
| 2.7〜3 | 39.9 |
| 3〜 | 40〜 |
| 細穴加工 | |
|---|---|
| 速くて安い貫通穴なら微細加工。真円度がでにくい。 | |
| 穴径(mm) | 最大穴深さ(mm) |
| 0.1~1 | 5~50 |
| 1~3 | 50~280 |
| 放電加工 | |
|---|---|
| 綺麗で深い。微細、止まり穴なら放電加工。加工時間が長い。 | |
| 穴径(mm) | 最大穴深さ(mm) |
| 0.02~0.1 | 0.1~1 |
| 0.1~1 | 1~30 |
| 1~3 | 30~280 |
| 3~5 | 280 |
| 5~10 | 280 |
| 10〜150程度 | 500〜750 |

私たちは 、“ 金属加工 ” を 通して、ものづくりの未来のテクノロジーを支える仕事をしています。金属は様々な分野使用され、主なお客様は 「企業の 試作、研究開発 」「大学、大学院」 「 公的研究機関 」 です。金属加工 を通して、機能性フィルム、繊維、エネルギー、航空宇宙、農機、建設、家電 、モーター、自動車、医療 など、1000社 を 超える 様々 な 業界の協力をさせて頂いております。
・マシニング加工、旋盤加工、放電加工、ワイヤーカットなどの工作機械を使い、金属を削り出して部品を作ります。
・被削材はステンレス、アルミ、鉄、鋼、チタン、ハステロイ、インコネル、超硬などです。
・サイズは米粒サイズから数メートルの物まで。
・簡単な製品もありますが、弊社にしか加工できない高難易度の製品もあります。
・小ロット多品種生産で、量産はやっていません。
・冷暖房完備で、働きやすい環境です。
・スタッフは優しく明るいです。
・男女共に募集しております。
↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓
『製品の差別化』『ものづくりの課題解決』に役立つ加工技術や開発支援、
生産技術支援サービス、素材や加飾技術などを持つ提案型サプライヤーが出展。
技術・ソリューション展示、プレゼンテーションを実施いたします。

映画『杜人 ~環境再生医 矢野智徳の挑戦』上映会
人が効率よく、便利な生活をするために、アスファルトやコンクリートで大地を覆った事が、山の木々に悪影響を及ぼしているようです。
世界2位の森林大国である日本であるにも関わらず、7割も外国材に頼っている事で、林業が低迷し、杜人が森からいなくなり、土砂災害などが日本の各地で起こるようになっています。
土中環境改善の手法”大地の再生”を見い出した 矢野さんは、「自然の結が成り立っていない」と仰っています。身の回りにある身近な道具で、大地が再生していく大地の再生の取り組みをされている環境再生医の矢野智徳氏の活動を追ったドキュメンタリー映画です。
多くの方々にこの現状を知って頂き、
自然の結を再構築するかを考えて実行するのかが大事なんじゃないかと思っています。
モルファのイベントスペースを使いますので、小さなお子様連れの方も気兼ねなくご参加下さいませ。
★日時
10月1日(土)
第一回目 13:30受付開始
14:00~16:00
第二回目 18:30受付開始
19:00~21:00
★場所
モルファ
兵庫県伊丹市池尻7丁目190-2
2階スペース(螺旋階段上がる)
★入場料
大人 2000円
中、高生 1000円
小学生以下 無料
★定員
各回 30名
予約優先 満席になり次第、受付を終了いたします。
予約フォーム
https://bit.ly/3eKQYXU
★駐車場
駐車場は20台までとなっております。
満車になった場合は、近隣駐車場をご案内します。
(会場まで歩いて10分)★その他
マスク着用は個人の判断でお願いします。
当日、体調がよろしくないなと思う方は今回は見合わせて、家でゆっくり休養ください。
尼崎信用金庫様の創業100年CMに弊社を起用頂きました。
3/6に朝日新聞の近畿の底力のコラムで掲載して頂きました。

工場の規模拡大に伴い、若手の製造スタッフと技術営業スタッフを募集をしています。現場は若手スタッフで構成されておりますので、技術的に不安があっても丁寧に教えてくれますので相談しやすい環境です。技術営業は様々な業界のお客様の問題解決を行います。技術的なことはサポートしますので安心してください。詳細は下記の採用情報からご確認お願いいたします。
▼▼▼▼▼
2021年2月3日(水)~5日(金) 幕張メッセで開催いたします機械要素技術展 に兵庫県ブースで出展いたします。
お取引先様各位
平素は格別のご高配を賜り、厚く御礼申し上げます。
株式会社 モルファ でございます。
弊社の今年度の年末年始の休業日につきまして、
下記の通りご連絡申し上げます。
記
2020年 12月29日(火)~2021年 1月 4日(月)
※2020年 12月28日(月)は13時までの営業となります。
※2021年 1月5日(火)より通常通り営業致します。
休業期間中は、皆さまには大変ご迷惑をお掛けすることと存じますが 何卒ご理解賜りますようお願い申し上げます。
誠に勝手ながら、令和2年8月12日から令和2年8月16日までを夏季休業日とさせて頂きます。
令和2年8月17日より平常業務となります。